差压铸造液面加压控制系统
CLP-9型

《CLP-9》型低压铸造液面加压控制系统-使用说明书
(单片机控制、液面可悬浮式低压铸造控制系统)
【第一部分 气路控制】
一、概述
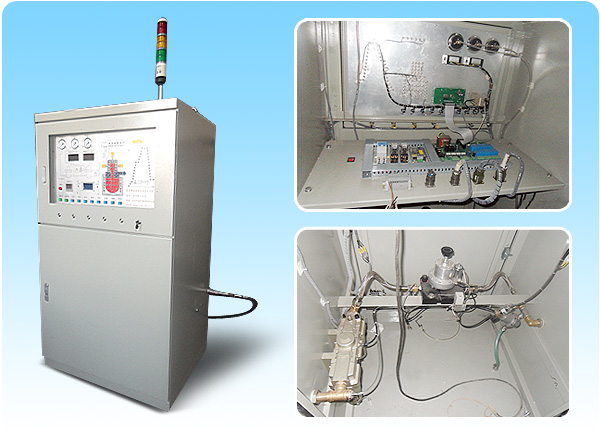
《CLP-9》型低压铸造液面加压控制系统,主要用于对内部组织要求致密的鋳件,它是依据低压铸造原理,在密 封的坩埚(保温炉)中,通入干燥的压缩空气,在压力的作用下,坩埚内的液态金属通过升液管压入型腔内,使 之在压力下充型、结晶、形成鋳件。特别适宜需受力、受压等结构的鋳件。本控制系统采用集成技术生产的,是以压力跟踪仪为核心的闭环反馈系统,整机体积小、运行可靠、抗干扰能力强。系统采用单片机控制,可完成的工艺曲线如图(一)所示。
二、主要技术指标
1)加压速度范围:0~10KPa/s;
2)增压补缩的压力范围:0~150KPa;
3)升液、充型、结壳、增压、保压、 开模提示的总延时范围:1s~3600s,保压时控也可由智能温控表自动控制,操作者只要设定好排气时鋳件的温度即可;
4)抗干扰能力:
1、型腔断面的变化不影响充型速率;
2、坩埚的漏气量203m/h时不影响充型速率;
5)在使用悬浮功能时,由于液面是悬浮在升液管口处,因而在鋳型时不用升液段,直接充型、结壳、增压,不受液位高低的影响,具有良好的重复再现性;
6)由悬浮时数字压力表“YL2”(见图五)所示的压力值可以显示出坩埚内液位的高度。
三、结构及工作原理
结构,本系统采用单片机控制,由气路和电路两部分构成,各自独立,用几组航空插件相互连接,组成一个闭环反馈控制系统必须由控制信号发生器、检测(坩埚内)压力变换的传感器、比较器、放大器、调节器、转化器等部件组成,本系统把它们都集中在压力跟踪仪中。用一个恒压阀稳定外部波动的气源压力。设备气源压力表(见图五)指示系统压力,数显给定压力表“YL1”指示充型压力,数显跟踪压力表“YL2”指示坩埚压力。系统设有20套工艺曲线,操作者可按后续说明进行设置、修改、储存。
工作原理,通过本液面加压控制系统向坩埚内(密封的保温炉)加入一定压力值的压缩空气,压缩空气作用于坩埚内液体金属表面,使金属液沿升液管平稳上升,进入型腔,并在压力下结晶、凝固形成鋳件。压力跟踪仪 跟随控制信号对坩埚加压,因采用了闭环控制,保证了控制信号与坩埚内的参数同步和稳定。当控制信号按一定工艺曲线给定后,坩埚内就能准确地再现相同的工艺曲线。
四、系统特点
1)本系统采用了单片机控制和集成技术,因而外观结构简单,维护方便,运行稳定可靠;
2)由于液面可悬浮在升液管口处,因而在悬浮时跟踪压力表“YL2”就可以指示坩埚内液位的高度;
3)系统在保压延时时可不用时间控制,可采用智能温控表控制,这就消除了凭经验判断而带来的失误,这将为降低废品率提供了保障;
4)系统采用了闭环控制,因而对元件的精度要求不高,但抗干扰能力却很强;
5)系统有对称的两个数显压力表,在充型时可指示液位的跟踪情况,在模拟指示灯的配合下,使操作者随时了解系统的工作情况;
6)采用单片机控制,液晶显示,可大大地提高系统工作的可靠性,鋳件过程全部自动进行,无附加动手的必要。对控制系统精度要求阳、严格的用户,可在直浇道处和型腔上部安放热电偶或触点,系统中设有智能 温控表,用它控制结晶、排气,即增大了系统工作的可靠性,又使操作者随时了解模具上的温度分布情况;
7)本系统采用高精度的恒压阀,可省去笨重的储气罐;
8)本系统备有顺序凝固和同时凝固的两种充型加压方式,为进一步提高铸件的内在质量提供了可能。
五、安装与调试
1)把压缩空气气源接入系统的进气端,接入管路前,一定要清理干净,以防杂物进入气路中;
2)系统的输出用软胶管与坩埚连接,胶管的内径不得小25mm;
3)将AC220V电源接到系统的电源端子板上;
4)系统的外壳要良好接地;
5)系统压力的调节:气源压力应不低于0.4MPa,调节恒压阀“3”(见图二),使压力表“4”指示在0.3MPa;
6)零点的调节:关闭阀门“14”、“15”,使系统与大气和坩埚断开,调节压力跟踪仪“8”,顺时针转动其旋钮(要慢慢转动),观察压力跟踪表“YL2”,应能从0KPa平滑地到150KPa,再逆时针转回,使压力值略微大于0KPa,即为零点,也叫临界状态;
7)直接设置工艺曲线,冷态运行几次。
六、使用及维护
1)打开系统和坩埚间的阀门“15”,并将坩埚和升液管口封好,对前述设置好的工艺曲线进行试运行,如同前述工艺曲线运行状态一致说明正常,可进行下一步,如果压力表“YL1”和压力表“YL2”的值相差太大,且“YL2”的值比较低,可能是坩埚漏气严重,或气源功率不够、管路细长造成的,应排出后再继续调试;
2)坩埚中倒入液态金属,若需悬浮可将压力跟踪仪“8”上旋钮按顺时针方向慢慢转动,这时液态金属会沿升液管上升,直到鋳型直浇道口下的某一位置为止。若逆时针转动旋钮,则升液管内或直浇道内已上升的液液态金属回落;
3)扒出升液管内或直浇道口中液态金属表层的渣物,合型后即可充型了;
4)升液触点的使用方法:坩埚内液态金属液位随着鋳件的增加而越来越低,升液的高度增加,压力也需加大,在金属模或砂型的直浇道处放置一对触点,设置好升液速率,时间要设长一些,在鋳型时,液态金属沿升液管上升到触点处,系统停止升液,自动转入充型阶段,使用这种控制方式,只要先设置好充型、结壳、保压的参数,就可以不考虑液位的高低直接鋳型了,系统内输出端子“23、27”为升液触点;
5)充型触点的使用方法:鋳件时系统是先升液后充型,由于升液的高度随坩埚内金属液体的多少而变化的,因此每一次再铸件时升液的压力是要加大的,当升液和充型速率一样时,充型的压力也加大,同升液触的使用方法一样,在金属模或砂模的顶部放置一对充型触点,设置好充型速率(升液和充型同速率),时间设长些,在鋳型时,液态金属升到型腔顶部充型触点处,系统自动停止充型,转入结壳阶段。系统内输出端子“16、27”为充型触点;
6)温控保压的使用方法:由于鋳件的大小、壁的薄厚差别很大,所以保压的时间变化也很大,很难精准设置保压的时间,温控保压是在金属模或砂模的直浇道内放置一热电偶,智能温控表设置在液态金属刚结晶时的温度,当充完型后鋳件至上而下逐渐冷却时,直浇道内液态金属刚结晶时,系统自动排气。同一种金属无论其鋳件的大小、壁薄壁厚结晶的温度是一样的,所以使用方便,精度高;
7)系统的进气端要加冷干机,以保证进入坩埚内的气体洁净。过滤器中的污水及赃物要勤排放清理;
8)严禁气源管路突然爆开产生急剧压降,严禁在鋳型过程中调节系统参数;
9)停机后必须关掉电源和气源。
【第二部分 电器控制】
一、特点
《CLP-9》型低压鋳造液面加压控制系统,采用单片机控制,可实现工艺参数的设定、显示,并且可将20种不同类型的工艺参数预置在单片机的存储器内,需要时可任意选取。图(三)、(四)为电器原理图,图(五)为控制系统的操作面板。
二、《CLP-9》型低压铸造液面加压控制系统操作面板说明
1) YL1—给定数显压力表;
2)YL2—跟踪数显压力表;
3)BT—温控保压表,使用方法见说明书;
4)YZ—液晶显示器;
5)SA3—开模提示开关(HS7—开模提示指示灯,附在开模提示开关上);
6)SA2—温控保压开关(WHL—温控保压指示灯,附在温控保压开关上);
7)SB6—工艺参数设置键(SHL—设置指示灯,附在设置键上;
8)SB7—参数值增加键(ZHL—增加指示灯,附在增加键上;
9)SB8—参数值减少键(JSHL—减少指示灯,附在 减少键上);
10)SB9—工艺参数确定键(QDHL—确定指示灯,附在确定键上;
11)SB10—退出功能键(THL—退出指示灯,附在退出键上;
12)SB3—单片机开机键,系统启动键(QHL—启动 指示灯,附在启动键上;
13)SB4—参数选择键(向下),手动结壳键(JHL— 手动结壳指示灯,附在手动结壳键上;
14)SB5—参数选择键(向上),紧急排气键(PHL— 紧急排气指示灯,附在紧急排气键上;
15)HA—开模提示蜂鸣器;
16)HS0—模拟坩埚灯;
17)HS1—模拟升液灯;
18)HS2—模拟充型灯;
19)HS3—模拟结壳灯;
20)HS4—模拟增压灯;
21)HS5—模拟保压灯;
22)HS6—模拟排气灯;
23)HS7—模拟开模灯;
24)GZ—故障报警灯;
24)DY—电源指示灯。
三、系统调试
关闭系统与坩埚间的阀门,合上断路器“QF”,打开“控制电源”开关,按“运行”键,则电源指示灯“DY”亮,在按“启动”键,单片机上电,液晶显示器显示如图6所示,同时过滤器自动排水10秒钟。
现要设置3号工艺参数:按“设置”键液晶显示如图7 。
按“增加”键,输入密码1,图7闪一下1,再按“设置”键液晶显示如图8。
按向下光标键(手动结壳键)到“2设置工艺”,液晶显示如图9所示。
再按“设置”键,液晶显示如图10所示,并按“增加”键选择工艺3。
再按“设置”键,液晶显示如图11所示。
按“增加、减少”键设置工艺3参数,液晶显示如图12所示,

虚线部分为移动光标显示的参数,充型曲线一定要设置为1。参数设置完后,按“确定”键,这样 此工艺参数就存到了单片机的存储器里,此时液晶显示如图13所示。
再按“退出”键2次,液晶显示如图14所示。
自此,3号工艺曲线设置完。要实际应用3号工艺曲线鋳件,按“启动”键,若液晶显示为“运行工艺2”如图15所示,需要改为运行工艺3,
这种情况就要按“退出”键,液晶显示如图16所示。再按“设置”键,液晶显示
“请输入密码”,同前所述,按“增加”键输入密码1,再按“设置”键,液晶显示如图17所示。
再按“设置”键,液晶显示如图18所示。把“将要运行
的工艺”2改为3,再按“确定”键,液晶显示如图19所示。
按“退出”键,液晶显示如图20所示。
按“启动”键,液晶显示如图21所示。此时系统已进入待机状态,再按“启动”键系统就按照工艺3参数运行。