

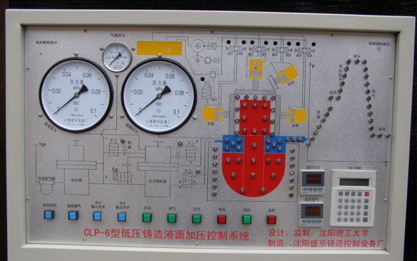
低压铸造液面加压控制系统
CLP-6型
本控制系统以用集成技术生产出的压力跟踪器为核心组成的闭环反馈控制系统,全机仅用五种气动元件及9根短管连接组成。因而结构简单、体积小、可靠性好、抗干扰能力强。
CLP-6型低压铸造液面加压控制系统在保留了CLP-5型的各种优点的基础上引进了日本三凌公司的原装FX2N-32MR-001微型可编程控制器,使系统工作更加稳定可靠,工艺工过程的变动更加方便。
★主要技术指标
1、加压速度范围:0~10KPa/s
2、增压补缩的压力跃升范围:0~0.15MPa
3、充型延时范围:0~999s
4、结壳延时范围:0~999s
5、保压压力跃升持续时间范围:0~999s
6、保压压力持续时间范围0~999S也可由数显控温表自动给出或操作者根据数显表上的温度值手动给出,也可用时间继电器延时以满足习惯了的用户!开模时间也可由数显表的温度确定。
7、抗干扰能力:
1)型腔断面变化不影响充型速率;
2)坩埚漏气量20m3/h时不影响充型速率;
3)气源压力从0.25 MPa波动到1MPa时不影响加压速率;
8、由于液面总是悬浮在升液管口处,因而结壳保压不受液位高低的影响,具有良好的重复再现性。
9、由悬浮时表10所指示的压力值可以读出坩埚内液位高低。
★系统特点
1、本系统采用了集成技术因而结构简单成本低可靠性好。
2、由于液面总是悬浮在升液管口处因而表10在悬浮时就可以指示坩埚内液位高低。
3、本系统的保压延时及开模延时可不用时间继电器可依据温度变化来控制这就消除了凭经验判断而带来的失误,这将为降低废品率提供了可靠的保证。也可用时间继电器延时完成。
4、本系统用闭环控制因而对元件的精度要求不高,但抗干扰能力却很强。
5、本系统采用高精度的恒压阀(‘7’)可以省去笨重的贮气管。
6、本系统有对称的两个大指示盘面的压力表‘9’及‘10’在充型时可指示液位的跟踪情况,调试时又可以从‘9’上直读加压速率,在悬浮时,表‘10’指示坩埚内液位的高低,加之在模拟指示灯板配合下使操作者随时可以了解系统的工作情况。
7、不使用电触点大大地增加了系统工作的可靠性,生产过程全部自动进行,无附设动手的必要。对控制系统精度要求严格的用户,可在型内安放热电偶,设备中附有两个温控表用它的翻转切换给出相应的升液转充型、充型转结壳的信号即增大了系统工作的可靠性,又使操作者随时了解模具上的温度分布情况。